
【應用案例】空壓機殼體加工
2021-08-19
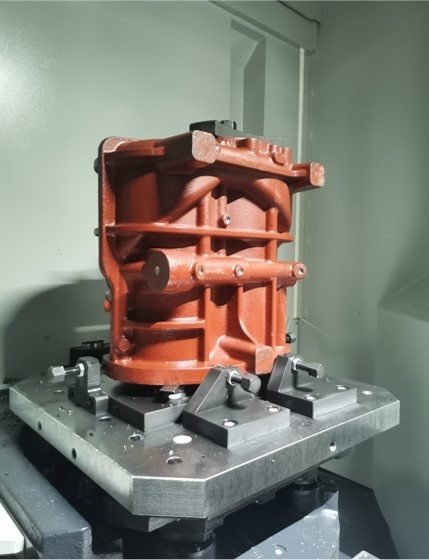
空壓機殼體結構
空壓機殼體上設置有若干個大小不一的帶安裝孔的安裝部,安裝部通過若干支撐筋與殼體連接,殼體上設置有與安裝部數量相同的潤滑孔,且每個所述安裝部的安裝孔至少與一個潤滑孔接通。支撐筋內設置有若干縱橫分布的潤滑道,每個潤滑孔至少與一個潤滑道相通,從而能提高殼體存儲潤滑油的空間。當不灌輸潤滑油時,潤滑道及潤滑孔對殼體內部起到散熱的作用。殼體底部分別設置有四個支撐腳,支撐腳上開設有固定孔。

應用機床:HPC600Ⅱ臥式加工中心
主要特征
新一代HPC600Ⅱ臥式加工中心基礎大件均通過分析計算,優(yōu)化了筋腔結構。厚實的整體式床身,結合三軸重型滾珠導軌并搭載集成式高速電主軸,能夠應對從高速、高精度到重切削加工,從鋁件、鋼件到鑄件等各種材料加工。廣泛適用于汽車、塑料機械等精密機械加工。
主要參數
1、三軸行程X/Y/Z:800/800/850mm
2、工作臺尺寸:500mm×550mm
3、工作臺承重:1000kg
4、快速移動速度X/Y/Z:60/60/60m/min
5、主軸轉速:8000rpm
6、主軸功率:26/45kW
7、主軸扭矩:305/623N?m


加工流程:臥加柔性自動生產線
海天精工臥加柔性自動生產線適用于各種箱體、閥塊、殼體、支架類零件的加工,能一次裝夾多種不同零件,實現24小時連續(xù)工作。柔性自動生產線大幅度提高了制造柔性和生產效率,實現靈活的批量生產模式,縮短生產周期,保證產品質量,降低生產成本,以獲得更好的效益。
產品加工工藝
OP10:工件用毛胚底面接觸工裝,每個毛胚差異較大,因此在安裝時需要使用直角尺校正再夾緊,一序主要以鉆孔,螺紋為主,使用復合鉆可提高加工效率,部分孔深100-200mm,機床須配備中心出水。
OP20:二序有三處需要注意。
一:八字孔需選用直徑D180長度H350鏜刀,為防止發(fā)震轉速不得超過S250。
二:八字孔底部需要銑面和打孔攻絲、刀竿長度轉速需達到400mm、因此銑盤選用防震刀桿比較合適,打孔和攻絲的刀柄,需要注意刀柄和工件干涉。
三:D8,D9的深度320mm,需要先鉆引導孔,然后配合槍鉆加工,并保證中心出水的壓力。


